



© 2025 Condenser Coil All rights reserved.
Our standard packaging procedure involves the use of robust wooden crates to ensure the utmost protection of your valuable goods during transit. These crates are meticulously constructed to withstand the rigors of shipping and handling, providing a secure and reliable enclosure for your order. However, we understand that international shipping regulations vary, and we are fully prepared to adapt our packaging methods to meet the specific requirements of each destination.
For instance, when exporting to European countries, we adhere strictly to international phytosanitary regulations. In such cases, the wooden crates undergo a specialized fumigation process. This treatment effectively eliminates any potential pests or organisms residing within the wood, ensuring full compliance with European Union import standards and preventing the introduction of non-native species. This fumigation process is meticulously documented, and the crates are appropriately marked to clearly indicate their treated status.
Furthermore, we recognize that certain situations may necessitate alternative packaging solutions. In scenarios where container space optimization is of paramount concern, or if the container’s dimensions present particular constraints, we are equipped to utilize a high-grade polyethylene (PE) film for packaging. This film provides an excellent barrier against moisture, dust, and abrasion, offering a viable alternative to wooden crates when space is limited. We can employ this PE film wrapping method as the primary packaging solution, or we can customize the packaging precisely according to any unique or specialized instructions provided by our valued customers. Our ultimate goal is to ensure your order arrives at its destination in pristine condition, regardless of the challenges presented by international shipping logistics or specific customer requests.

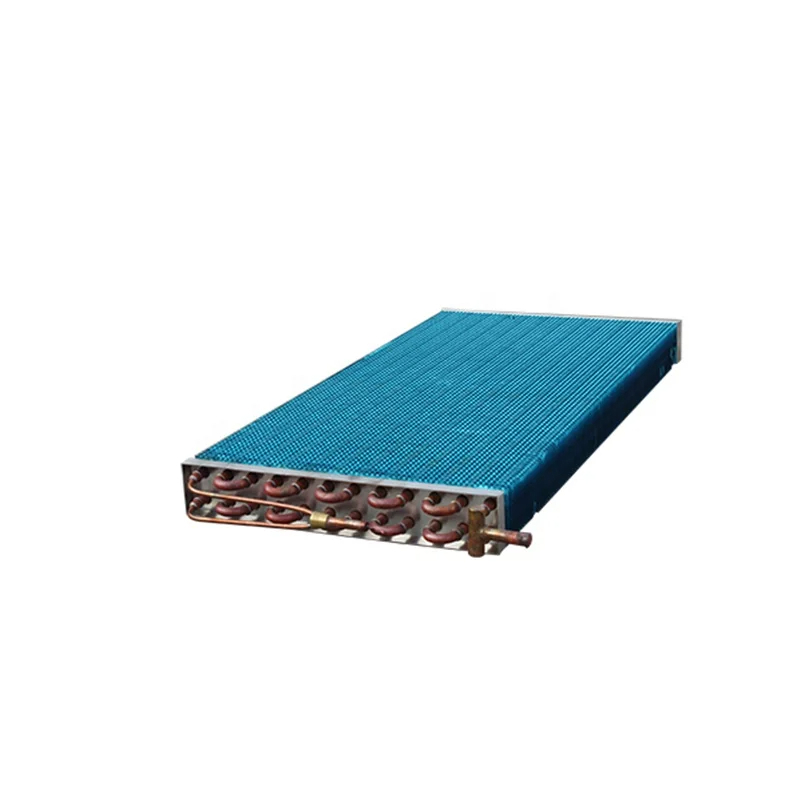
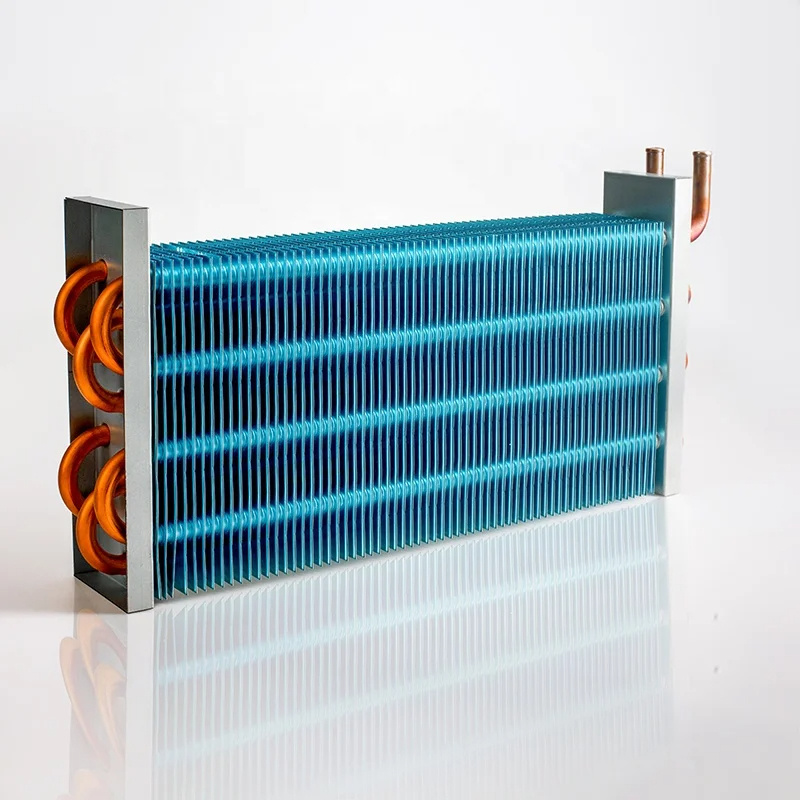
Our high-performance condenser and evaporator coils are the silent workhorses behind a vast array of cooling and climate control systems. Engineered for efficiency and durability, these essential components are integral to numerous industries, ensuring optimal performance and reliability across diverse sectors. The image provided showcases the breadth of applications where our coils play a critical role. Let’s delve into the specific sectors that benefit from our advanced coil technology:
As illustrated in the central diagram, our coil technology features a sophisticated design incorporating:
From maintaining critical temperatures in sensitive environments to ensuring comfort in our daily lives and powering specialized industrial processes, our condenser and evaporator coils are integral to a vast spectrum of applications. We are committed to continuous innovation and providing high-quality, reliable cooling solutions that meet the evolving needs of diverse industries worldwide. This image exemplifies our dedication to pushing the boundaries of thermal management technology and serving as a trusted partner across a wide array of sectors.
